
این مقاله به تشریح اشکالات و مشکلات فرآیند آهنگری فلنج سنتی می پردازد و یک مطالعه عمیق در مورد کنترل فرآیند، روش شکل دهی، اجرای فرآیند، بازرسی آهنگری و عملیات حرارتی پس از آهنگری آهنگری فلنج در ترکیب با موارد خاص انجام می دهد. این مقاله یک طرح بهینه سازی برای فرآیند آهنگری فلنج پیشنهاد می کند و مزایای جامع این طرح را ارزیابی می کند. مقاله دارای ارزش مرجع خاصی است.
آنچه در این مطلب میخوانید :
معایب و مشکلات فرآیند آهنگری فلنج سنتی
برای اکثر شرکت های آهنگری، تمرکز اصلی در فرآیند آهنگری فلنج بر روی سرمایه گذاری و بهبود تجهیزات آهنگری است، در حالی که فرآیند تخلیه مواد خام اغلب نادیده گرفته می شود. بر اساس بررسی های انجام شده، اکثر کارخانه ها معمولاً در هنگام استفاده از دستگاه اره استفاده می کنند و بیشتر آنها از اره نواری نیمه اتوماتیک و اتوماتیک استفاده می کنند. این پدیده نه تنها کارایی مواد زیرین را تا حد زیادی کاهش می دهد، بلکه دارای مشکلات اشغال فضای زیادی و پدیده آلودگی سیال اره برش است. در فرآیند آهنگری فلنجی سنتی معمولاً در فرآیند آهنگری قالب باز معمولی استفاده می شود، دقت آهنگری این فرآیند نسبتاً کم است، سایش قالب زیاد است، مستعد ابتلا به عمر کم آهنگری .
برای خرید و یا سفارش ساخت انواع اتصالات لولهکشی صنعتی همین امروز با شرکت استیل کاران ماهان تماس حاصل فرمایید.
بهینه سازی فرآیند آهنگری فلنج
کنترل فرآیند آهنگری
- کنترل ویژگی های سازمانی. فورج فلنج اغلب فولاد ضد زنگ مارتنزیتی و فولاد زنگ نزن آستنیتی به عنوان مواد اولیه است، این مقاله فولاد زنگ نزن آستنیتی 1Cr18Ni9Ti را برای آهنگری فلنج انتخاب کرد. این فولاد ضد زنگ استحاله هتروکریستالی ایزوتروپیک وجود ندارد، اگر تا حدود 1000 درجه سانتیگراد گرم شود، می توان یک سازمان آستنیتی نسبتا یکنواخت به دست آورد.پس از آن، اگر فولاد ضد زنگ گرم شده به سرعت سرد شود، سازمان آستنیتی به دست آمده را می توان تا دمای اتاق حفظ کرد. اگر سازمان به آرامی خنک شود، پس از آن آسان است به نظر می رسد فاز آلفا، که باعث می شود حالت گرم پلاستیکی فولاد ضد زنگ تا حد زیادی کاهش می یابد. فولاد ضد زنگ نیز دلیل مهمی برای تخریب خوردگی بین دانه ای است، این پدیده عمدتاً به دلیل تولید کاربید کروم در لبه دانه است. به همین دلیل باید حتی الامکان از پدیده کربوریزه شدن اجتناب شود.
- به شدت به مشخصات گرمایش و کنترل موثر دمای آهنگری پایبند باشید. هنگام گرم کردن فولاد ضد زنگ آستنیتی 1Cr18Ni9Ti در کوره، سطح مواد بسیار مستعد کربوریزه شدن است. به منظور به حداقل رساندن وقوع این پدیده، بایداز تماس بین فولاد ضد زنگ و مواد حاوی کربن خودداری کنید. به دلیل هدایت حرارتی ضعیف فولاد زنگ نزن آستنیتی 1Cr18Ni9Ti در محیط دمای پایین، نیاز به گرم شدن آهسته دارد. کنترل دمای گرمایش ویژه باید با انطباق دقیق با منحنی شکل زیر انجام شود.
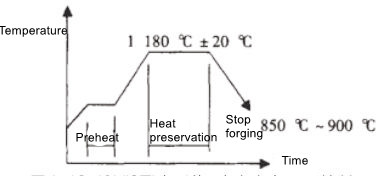
کنترل دمای گرمایش فولاد ضد زنگ آستنیتی 1Cr18Ni9Ti - کنترل فرآیند عملیات فورج فلنج. اول از همه، الزامات فرآیند خاص باید به شدت رعایت شود تا مواد خام به طور منطقی برای مواد انتخاب شود. قبل از گرم کردن مواد باید یک بازرسی جامع از سطح مواد انجام شود تا از ترک خوردگی، چین خوردگی و آخال در مواد خام و سایر مشکلات جلوگیری شود. سپس هنگام آهنگری باید اصرار داشت که ابتدا مواد را با تغییر شکل کمتر به آرامی کوبیده و با افزایش انعطاف پذیری مواد، ضربه محکمی به آن زد. در هنگام ناراحتی، انتهای بالایی و پایینی باید پخ یا چین خورده شود و سپس قسمت صاف شود و دوباره ضربه بخورد.
روش شکل دهی و طراحی قالب
هنگامی که قطر از 150 میلی متر تجاوز نمی کند، فلنج جوش لب به لب را می توان با روش شکل دهی هدر باز با مجموعه ای از قالب ها تشکیل داد. در روش تنظیم قالب باز، باید توجه داشت که ارتفاع شکاف برهم زننده و نسبت دیافراگم قالب d به بهترین وجه در 1.5 – 3.0 کنترل می شود، شعاع فیله سوراخ قالب R برابر است با بهترین 0.05d – 0.15d، و ارتفاع قالب H 2mm – 3mm کمتر از ارتفاع آهنگری مناسب است.
هنگامی که قطر از 150 میلی متر تجاوز می کند، توصیه می شود روش جوش لب به لب فلنجی فلنجینگ و اکستروژن حلقه مسطح را انتخاب کنید. ارتفاع H0 خالی باید 0.65 (H+h) – 0.8 (H+h) در روش فلنجینگ حلقه مسطح باشد. کنترل دمای گرمایش ویژه باید با انطباق دقیق با منحنی انجام شود.
اجرای فرآیند و بازرسی آهنگری
در این مقاله از روش برش میله فولادی ضد زنگ استفاده شده و با استفاده از فرآیند برش محدود برای اطمینان از کیفیت سطح مقطع محصول ترکیب شده است. به جای استفاده از فرآیند آهنگری قالب باز معمولی، روش آهنگری دقیق بسته اتخاذ شده است. این روش نه تنها آهنگری را انجام می دهد
این روش نه تنها دقت آهنگری را بهبود می بخشد، بلکه احتمال قالب اشتباه را از بین می برد و روند برش لبه را کاهش می دهد. این روش نه تنها مصرف لبه قراضه را حذف می کند، بلکه نیاز به تجهیزات برش لبه، قالب های برش لبه و پرسنل لبه برش مرتبط را نیز از بین می برد. بنابراین، فرآیند آهنگری دقیق بسته برای صرفه جویی در هزینه ها و بهبود راندمان تولید اهمیت زیادی دارد. با توجه به الزامات مربوطه، استحکام کششی آهنگری های سوراخ عمیق این محصول نباید کمتر از 570 مگاپاسکال باشد و ازدیاد طول نباید کمتر از 20 درصد باشد. با نمونه برداری از قسمت ضخامت دیواره سوراخ عمیق برای ساخت نوار تست و انجام تست تست کششی، می توان دریافت که استحکام کششی آهنگری 720 مگاپاسکال، استحکام تسلیم 430 مگاپاسکال، ازدیاد طول 21.4 درصد و انقباض مقطعی 37 درصد است. . مشاهده می شود که محصول دارای الزامات است.
عملیات حرارتی پس از آهنگری
فلنج فولاد ضد زنگ آستنیتی 1Cr18Ni9Ti پس از آهنگری، توجه ویژه ای به ظاهر پدیده خوردگی بین دانه ای داشته باشید و تا حد امکان انعطاف پذیری مواد را بهبود بخشید تا مشکل سخت شدن کار را کاهش دهید یا حتی از بین ببرید.
برای به دست آوردن مقاومت در برابر خوردگی خوب، فلنج آهنگری باید عملیات حرارتی موثری داشته باشد . بر اساس تجزیه و تحلیل فوق، آهنگری ها باید به گونه ای گرم شوند که تمام کاربیدها در زمانی که دما در محدوده 1050 تا 1070 درجه سانتی گراد است در آستنیت حل شوند. بلافاصله پس از آن، محصول به دست آمده به سرعت خنک می شود تا یک ساختار آستنیتی تک فاز به دست آید.
در نتیجه، مقاومت در برابر خوردگی تنشی و مقاومت در برابر خوردگی کریستالی آهنگری بسیار بهبود می یابد. در این مورد، عملیات حرارتی آهنگری ها با استفاده از کوئنچ حرارتی اتلاف آهنگری انتخاب شد. از آنجایی که کوئنچ حرارتی اتلاف فورج یک خاموش کردن تغییر شکل در دمای بالا است، در مقایسه با تمپر معمولی، نه تنها نیازی به گرمایش تجهیزات کوئنچ و الزامات پیکربندی اپراتور مربوطه ندارد، بلکه عملکرد آهنگری های تولید شده با استفاده از این فرآیند نیز بسیار زیاد است.
تجزیه و تحلیل جامع
استفاده از فرآیند بهینه سازی شده برای تولید آهنگری های فلنج به طور موثری میزان ماشینکاری و شیب قالب آهنگری را کاهش می دهد و در مصرف مواد خام تا حدی صرفه جویی می کند. استفاده از تیغه اره و سیال برش در فرآیند آهنگری کاهش می یابد که مصرف مواد را به شدت کاهش می دهد.





No comment yet, add your voice below!